
|
Product description |
Published: 04-09-2025 Print date: 10.06.2026 |
|
|
Product description |
Published: 04-09-2025 Print date: 10.06.2026 |
Precise Radar & Vibration Sensor Technology for Challenging ProcessesSensitive UWT Measurement Solutions for the Pneumatic Conveying and Storage of Ultra-Fine Silicon DioxideSilicon dioxide, also known as silica, is used across many industries – from paint and plastics manufacturing to food and pharmaceutical, and in producing modern insulation materials.
In chemical process engineering especially, this fine-grained, often fluidized powder places high demands on storage, conveying, and level monitoring. An insulation material production project shows how UWT sensor solutions operate reliably even with extremely fine-grained, pneumatically conveyed silica. Despite heavy dust loads and low bulk density, these sensors enable precise and process-secure level and point level measurement. In a plant that produces heat and sound insulation boards, highly dispersed silica (SiO₂) is temporarily stored in vertical silos approximately 25 m high before further processing. The aim was accurate material detection – both for continuous level measurement and point level detection. THE APPLICATION
A SPECIAL CHALLENGE FOR THE SENSORSDuring pneumatic conveying, the silica is fluidized and blown into the silo. The air supply aerates the fine powder, resulting in extremely low bulk density and high dust generation.In this state, the material offers only minimal reflection and almost no mechanical resistance, pushing conventional sensors to their limits. After filling, the material settles in the silo and, during pneumatically assisted discharge, forms a typical conical pile – posing a risk of bridging that can disrupt material flow. PROCESS CONDITIONS AT A GLANCE
OUR SOLUTIONNivoRadar® NR 3300 – Radar Measurement Under the Most Challenging Conditions. For continuous level measurement, the NivoRadar® NR 3300 with lens antenna was selected because it provides precise and stable results even under demanding conditions like fluidized silica.KEY ADVANTAGES AT A GLANCE
Vibranivo VN 2020 with VibrasilPoint Level Measurement for Ultra-Light Powder; For point level detection of full and empty statuses and discharge monitoring, operators rely on the proven Vibranivo® point level sensor with Vibrasil® technology. The special Vibrasil® probe is designed specifically for very light and pneumatically conveyed bulk solids such as powders or silica. With high sensitivity and fast switching response, it ensures reliable detection even with materials that have a bulk density of less than 5 g/l (0.31 lb/ft³).Full detection with fluidized silicaAt the insulation material manufacturer, the VN 2020 with Vibrasil® 70 was installed as a full detector beneath the silo roof. Since the silica is fluidized during pneumatic conveying, a highly sensitive point level sensor is required. The vibrating probe featuring an additional paddle, greatly increases the active surface area, allowing the sensor to reliably detect even airborne material with extremely low bulk density.Cone area – empty detection with high sensitivityIn the lower silo section, the Vibrasil® 90 is used as an empty detector. Its polished, extended tuning fork offers high sensitivity – slightly lower than the Vibrasil® 70 version – but still reliably detects when the silot is empty as soon as the fork is uncovered. Installation was simple and maintenance-friendly, carried out externally via a 1½” socket.Discharge branchProcess monitoring during pneumatic conveying. The Vibranivo® with Vibrasil® 70 is also used in the discharge branch. Additional discharge aids, such as vibration and pneumatic conveying, help to maintain material flow. The sensor monitors the discharge pipe reliably, ensuring that the conveying process for this extremely light material remains uninterrupted.Especially with highly dust-generating silica, Vibrasil® technology has proven to be a reliable and low-maintenance solution. In combination with screw conveyors and pneumatic discharge, the Vibrasil® probe also offers a practical, application-oriented setup. Since fine, dry silica can form an explosive dust atmosphere under certain conditions – for example, during pneumatic conveying or injection processes – hazardous (Ex) zones are not uncommon. UWT is well prepared: both the NivoRadar® 3300 and the Vibranivo® carry international Ex certifications, ensuring maximum process safety. RESULTProcess Stability – from Filling to Discharge. By combining continuous radar measurement with point level detection, full monitoring from filling and storage through to discharge was achieved. Despite dust, air, and low bulk density, the sensors provide consistently deliver stable signals. Maintenance requirements were significantly reduced, and process reliability was improved.The silica storage application clearly demonstrates: Whether it’s radar or vibrating measurement technology – UWT offers the right solution for every challenge. Advanced technology, practical installation, and smart features ensure a reliably running process, even with difficult powders. 
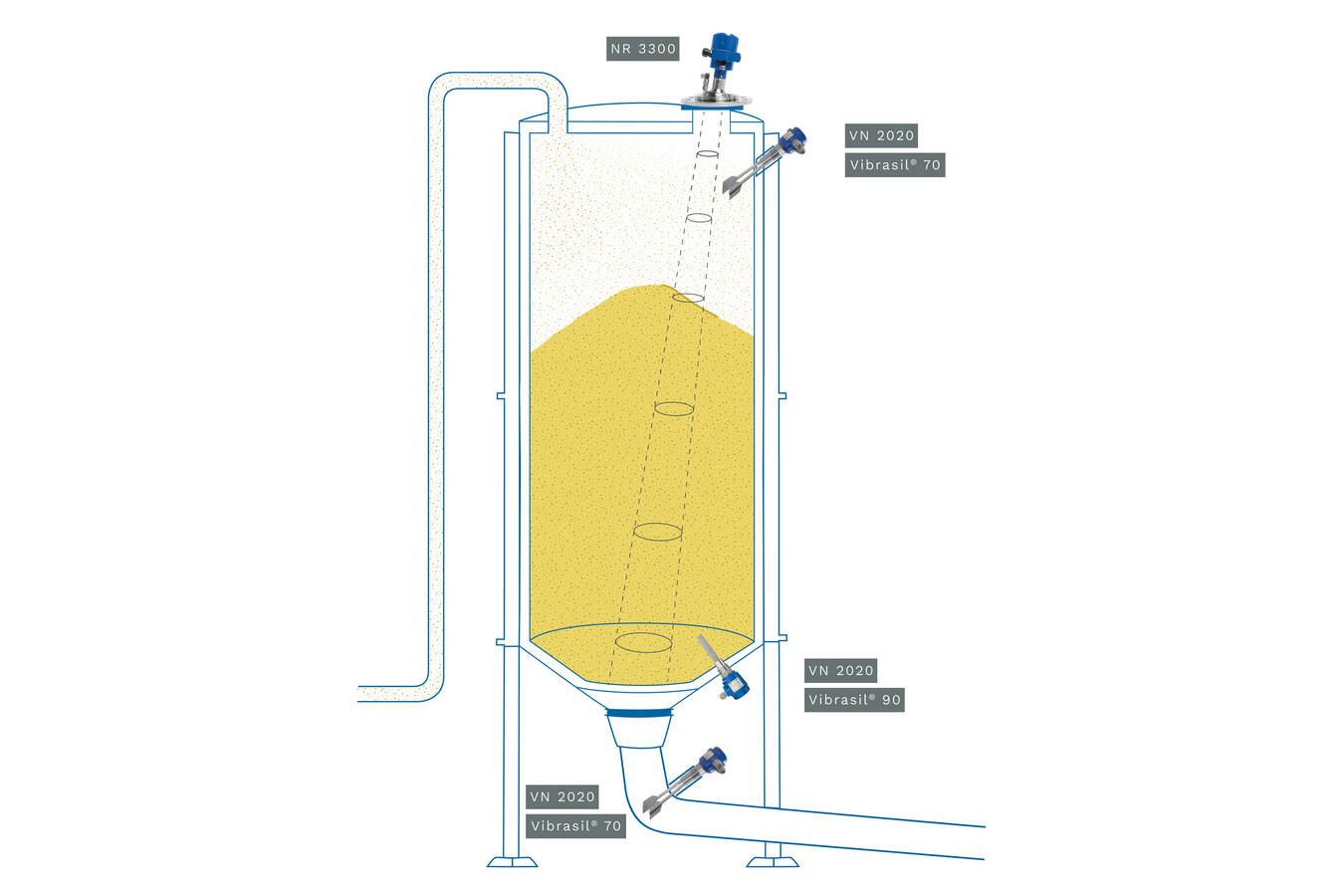
NR 3300 and VN 2020 with Vibrasil® Probes Ensure Process-Stable Measurement Solutions for the Lightest Materials in All Silo Sections
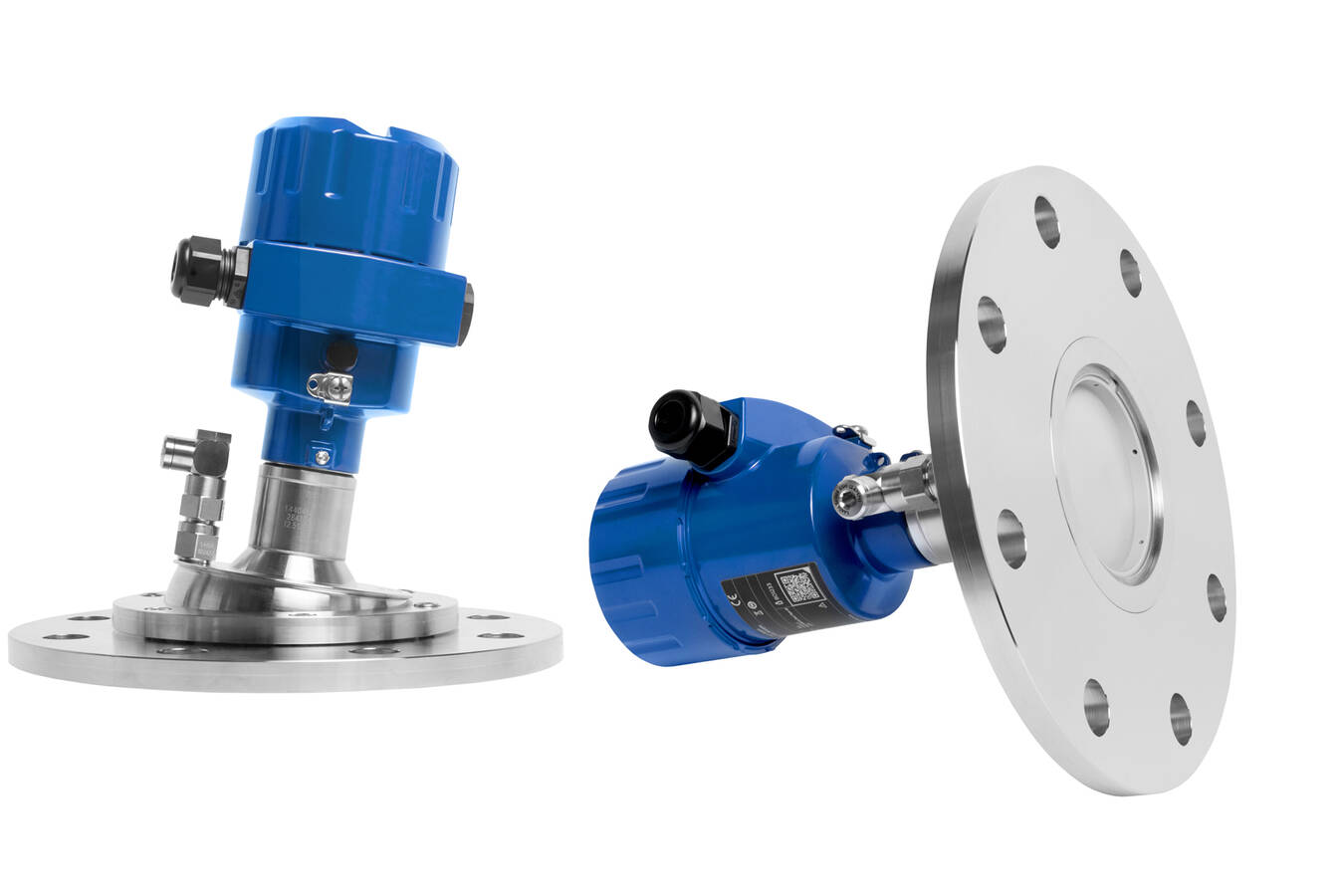
NR 3300 Ensures Long-Term Stable Measurements in Powder Applications with Purge Air Connection and Precise Alignment

VN 2020 with the Sensitive Vibrasil® 70 Probe Detects Even the Lightest Materials

UWT LevelApp Enables Easy Configuration and Commissioning
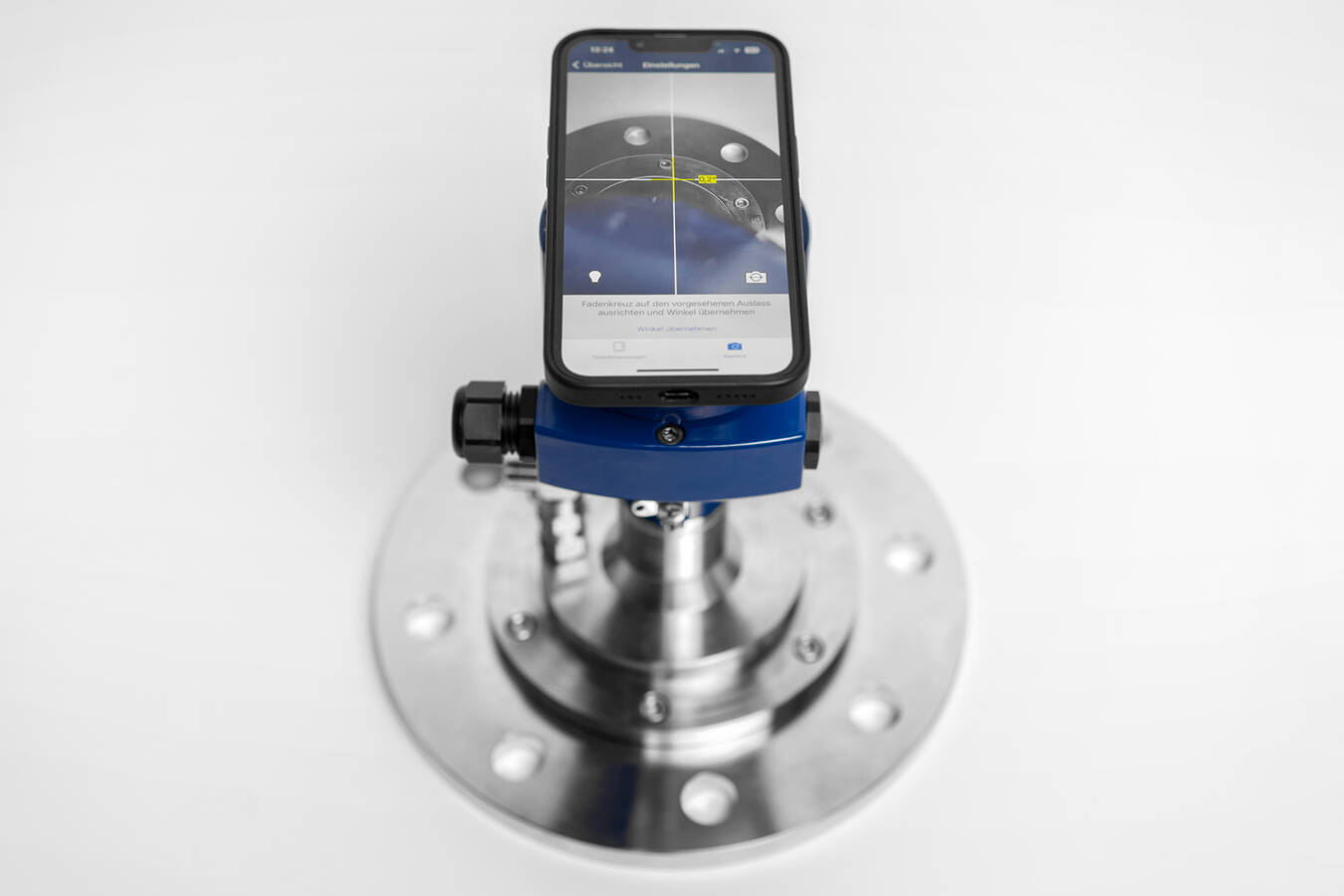
Visual Alignment Assistance During Installation – Easily via UWT LevelApp
More information
Find more information about the NivoRadar® versions: https://www.uwtgroup.com/en/products/continuous-level-measurement/radar-sensors/nivoradar.html |