1. SUMMARY
When discussing sustainability, most people immediately think of wind turbines, solar panels, and similar green technologies. However, truly sustainable and commercially viable projects can often be implemented quickly and easily within existing screening and grinding processes provided the right technology is in place. This article offers practical insights into this overlooked area.
RHEWUM fine-cut screens, such as the RHEsono® or RHEsonox® models, enable highly precise protective screening even at substantial throughput rates. These systems can achieve separations as fine as 50 μm or 300 mesh, allowing for effective recovery of valuable materials that would otherwise be lost. In the following sections, we’ll demonstrate just how economically beneficial the recovery of filter dust can be, an opportunity many operations currently miss.
2. INTRODUCTION
In efficient comminution systems, mills are usually operated in combination with screens. Rather than comminuting the entire product quantity, only the portion exceeding the desired maximum particle size is mechanically crushed. The energy intensity of this process varies depending on the material and particle size, typically, around 2 to 20 kWh/t of high-value electric energy is required.
Depending on the product, drying may be necessary before processing, resulting in additional thermal energy consumption. When starting with a feed moisture content of 10% H20 and aiming for residual product humidity below 2.0% H20, approximately 80 kg of water must be evaporated per tonne of product. The energy needed for this process totals 48 kWh per tonne, translating to at least 50 kWh per tonne consumed for each tonne of finished product. This estimate reflects impressively how it is imperative to avoid product losses.
3. APPLICATION IN THE FIELD
To avoid the release of dust, such processing plants are generally equipped with a central dedusting system. Screens, mills, crushers, and all transfer points in conveying systems including belt conveyors and crushing stations are connected to a central dust extraction unit. Here the dusty air is filtered and the filter dust is collected. However, in addition to removing unwanted dust, the system also unintentionally extracts valuable product that, when retained, can be just as marketable.
Recovering this product is essential, as it has already gained added value through upstream processing. It has been extracted, transported, possibly dried, screened, and ground. The following explains the application and implementation with regard to frac-sand production.
4. RECOVERY OF FRAC-SAND
To successfully extract shale oil using fracking, one raw material is especially crucial: the right sand. In this process, a fluid mixed with a proppant — typically frac sand — is injected at high pressure into a borehole up to 3,000 meters deep to release the oil or gas trapped beneath the rock.
Perfect frac sand is essential for successful fracking, as it keeps the borehole open and allows shale oil and gas to flow to the surface. The requirements are correspondingly high: the sand must be composed of highly pure silica. The particles need to be round — both to ensure smooth transport through pipelines and to leave enough space for oil and gas to flow. Additionally, they must withstand high pressure without breaking apart.
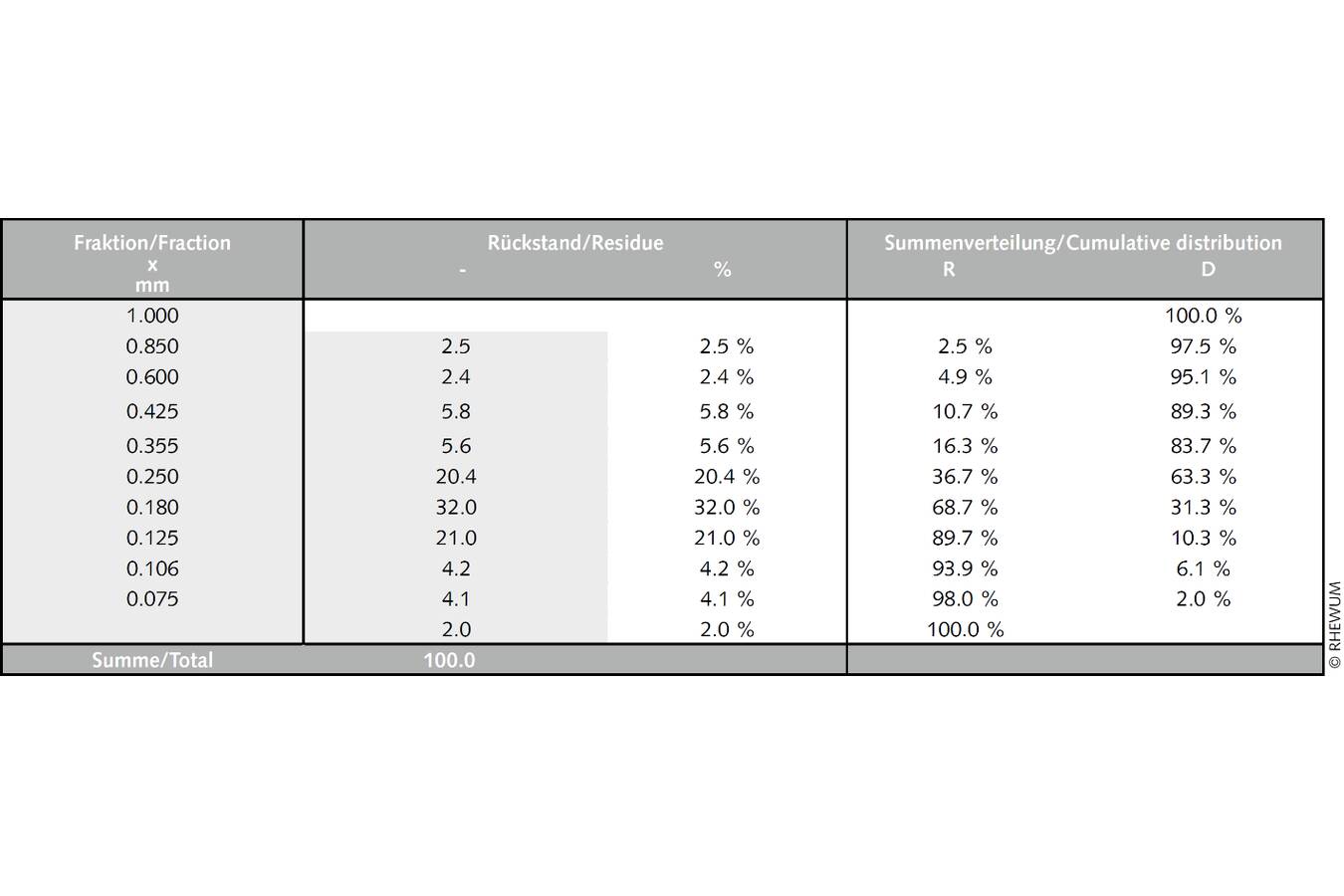
Consequently, in frac-sand production, it is necessary to maintain an exact particle distribution of the product at an extremely high output. From the extracted sand with its very wide particle distribution, only a narrow particle size range is produced by means of screening. Typically, frac sand producers need a certain particle size, which lies between 0.1 mm (~140 mesh) and 0.7 mm (~25 mesh). The remaining particle sizes are discarded from the production process.
Typical feed rates are around 150 tons per hour per machine, of which only 10–15 % is often converted into a saleable product with a purity of 90% between 106 μm (140 mesh) and 425 μm (40 mesh). At the same time, all emitted dust must also be captured and collected. This filter dust contains valuable, saleable material as well.
5. CHOICE OF THE SUITABLE SCREEN
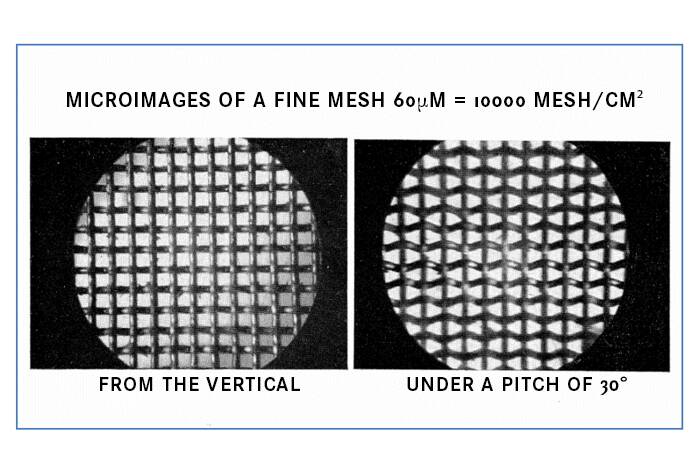
Given that grain sizes close to the mesh width need to be screened, a pitched screen was preferred. The angled design of the mesh reduces the contact surface between the particles and the screen, improving efficiency. A flat screen, by contrast, is more prone to rapid blinding, requiring additional equipment — such as tappers — to keep the screening surface clear. However, when processing silica sand, these components are exposed to significant wear, leading to increased maintenance costs.
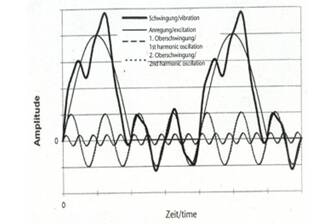
Following in-house screening tests and joint trials at the customer’s facility, a RHEWUM RHEsono® 300x538/2 screen was selected. This model features electromagnetic drives — known as PowerPacks — that directly excite the screening surface across an area of approximately 30 m². These PowerPacks generate extremely strong vibrations exclusively in the screening surface, without the need to move the entire machine body. This results in high, superimposed accelerations while protecting surrounding components. Thanks to the static housing, fixed, zero-leakage flange connections can be used instead of maintenance-intensive pipes or leaky slide seals. As a result, employees are better protected from health risks such as silicosis, which can occur during quartz sand processing.
The product is fed by two controllable RHEspin 1950 rotary valve feeders positioned above the screen, ensuring even distribution of the free-flowing material across the entire screening surface. In addition to uniform distribution, the design also prioritizes wear resistance and easy maintenance of both the cellular wheel and the housing.
The amount of recoverable product was approximately 12 tonnes per hour. Based on a conservative price of around $30 per tonne, this results in a payback period of less than one year for the application — even when accounting for annual wear and maintenance costs totaling 7% of the acquisition value.
The additional energy costs resulting for direct excited screens are low:
- Number of PowerPacks in the RHEsono®: 40 units at 160 W = 6.4 kW
- Drive power for the RHEspin rotary valve feeders: 2 units at 3.5 kW = 7.0 kW; Total drive power = 13,4 kW
- Resulting energy requirement: 13,4 kW x (20 t/h)/(12 t/h) x 1/(12 t/h)=1,9 kWh/t marketable product
At typical energy rates (12.7 US$/kWh in the US and € 0.32/kWh in Germany) energy costs amount to roughly 24 US$ and 61 € per tonne of product. Thanks to the efficient electromagnetic drive, these costs are negligible.
At the same time, production is more sustainable, wasted material is minimized, existing resources are used more efficiently, and overall profitability increases.
6. IS IT WORTH THE EFFORT?
Yes, simply put: from a management perspective, investments with a payback period of less than 36 months are generally considered worthwhile. For payback periods under 18 months, swift implementation is strongly recommended to avoid missing out on a fast and significant competitive advantage.
Given the expected profits, even external financing or contract processing may be worthwhile if internal resources are insufficient. Beyond the purely financial view, this approach also improves raw material utilization and reduces disposal costs for filter dust — making the entire frac sand processing plant more sustainable and efficient.
7. RARELY UTILIZED
As a manufacturer of highly energy-efficient, directly excited screens, we’ve observed that energy consumption across all machinery in processing plants is still rarely given the attention it deserves. The focus has traditionally been on major energy consumers — such as mills, fans, and dryers — with efforts directed toward improving the efficiency of these specific units.
However, many companies continue to rely on the same “heavy-duty” machines they’ve used for decades. While these machines served their purpose in the past — when advanced sizing and calculation methods were unavailable — today, opting for outdated technology is a long-term decision. Given the typical lifespan of such equipment, this choice can effectively lock a company into decades of inefficiency.
In a worst-case scenario, what may initially appear to be a cost-effective decision could turn into a 20-year competitive disadvantage, especially if competitors adopt modern, energy efficient and low maintenance solutions. This refers to outdated screen designs with heavy housings, cross members, gear drives and V-belts. When it comes to modern recovery screening, less is more, and outdated technology simply cannot deliver economically efficient results.
For plant operators, it makes little sense to vibrate large, heavy housings just to generate the oscillation needed for the screening surface — the component that actually performs the screening. Fully vibrating screens with heavy masses require significantly more energy and subject the surrounding building or steel structure to continuous vibration.
In the worst case, the screen may reach the building’s natural resonance frequency, causing both the structure and the machine to vibrate, potentially leading to serious damage. To counter this, counter vibration frames are often used. These add mass to absorb the vibrations transmitted by the machine, but they only treat the symptoms, not the root cause. For operators, this means having to build an even more robust steel structure, resulting in additional cost and complexity.
The right design approach is to optimally utilize the existing resources, that means in this case first and foremost steel plate and designing the machine to be as light yet as sturdy as possible.
8. CONCLUSION
In summary, companies often stick to familiar, proven solutions rather than exploring new approaches that carry some risk — but also potential opportunity. Existing plans can simply be reused, making the decision easier. As a result, operators tend to focus more on upfront investment costs rather than considering the total cost of ownership, often overlooking or underestimating the energy consumption of individual machines. Plant operators should not shut themselves off to the possibilities of modern fine-cut screening to remain competitive over the upcoming ten years.
In summary, there is a clear tendency to rely on familiar, proven solutions rather than exploring new approaches that involve manageable risks and potential opportunities. Reusing existing plans often reinforces this pattern. As a result, operators tend to focus on direct investment costs, rather than evaluating total cost of ownership or factoring in the energy consumption of individual machines.
To stay competitive over the next decade, plant operators should not overlook the potential of modern fine screening technologies.
BIBLIOGRAPHY:
- Schmidt, P., Körber M., Coppers, M.; Sieben und Siebmaschinen: Grundlagen und Anwendung; Wiley-VCH (2003)
- RHEWUM Technikum: Technikumsergebnisse von Versuchssiebungen
- Coppers, M.; Einsatz der Luft- und Flüssigkeitsstrahl-Präzisionssiebe in Labor und Technikum; Aufbereitungs-Technik. 43 (2002) H. 9, S. 40_47
- Coppers, M.; RHEWUM-Hochleistungssiebmaschinen für die Erzeugung von vielen Fraktionen; Aufbereitungs-Technik. 44 (2003) H. 4, S. 30_35
- DIN 66142; Darstellung und Kennzeichnung von Trennungen disperser Güter, Teil 1 - 3, (9.1982)
- Gupta, A.; Yan, D.S.; Mineral Processing Design and Operations; Elsevier (2006)
- Höffl, K.; Zerkleinerungs- und Klassiermaschinen; Springer-Verlag (1986)
- Meinel, A.; Klassierung auf Stößelschwingsiebmaschinen; Freiberger Forschungshefte; Reihe A 537
- Molerus, O.; Verhalten feinkörniger Schüttgüter; Chem.-Ing.-Tech. 65 (1993) S. 710 - 718
- Schmidt, P. u. Coppers, M.; Siebmaschinen mit direkt erregtem Siebgewebe - Übersicht der Entwicklung, Aufbereitungs-Technik 37 (1996) S. 493 -500
- Schmidt, P.; Coppers, M.; Siebklassieren; Marktübersicht Verfahrenstechnik ´99 (1999) S.34-39
- Schubert, Heinrich; Handbuch der Mechanischen Verfahrenstechnik; Wiley-VCH (2003)
- Stieß, M.; Mechanische Verfahrenstechnik 1 und 2; Springer-Verlag; 2. Auf. (1995)