UWT solution for wood power plants with Rotonivo®
When detecting fill and limit levels, sensors with high compatibility for different process vessels offer optimal support for a smooth process.
Level detection at high process temperatures for wood power plants
When detecting fill and limit levels, sensors with high compatibility for different process vessels offer optimal support for a smooth process. The material to be checked can be of very different properties depending on the processing stage and make different demands on the measurement technology to be used. The rotation principle for point level detection in silos and material processing processes has proven itself for many decades. Even under extreme conditions. An energy technology company was looking for modern, high-quality technologies for point level measurement in order to optimally equip its wood-based electricity systems. The wood gas is converted into electricity after gas processing in a combined heat and power plant.
° When things get hot. Rotary paddle detectors when generating electricity using biogenic solid fuels
Rotary paddle detectors are known for their easy-to-use functional principle. This is why they are particularly popular in the bulk goods industry. They work with the principle of rotation in which a rotating wing, which is driven on a shaft by a motor, is blocked in its rotation by contact with the bulk material. The torque is passed on to the electronics via a special mechanism as a switching contact and evaluated by a higher-level controller. With the Rotonivo® series,
UWT GmbH has developed rotary paddle detectors that reliably detect the fill level even under extreme conditions. Materials are smoothly detected within a pressure range from -0.9 to +10 bar (-13.1 to +145 psi) and work unaffected from temperatures from -40°C to +1100°C (-40°F to +2012°F). In addition, thanks to their robust, proof design, they are insensitive to dust, electrical charging or caking. Depending on the requirements, the Rotonivo® rotary paddles can be used as full, demand or empty detectors and, with international approvals, are suitable for use in areas at risk of gas and dust explosions.
An energy technology company that has developed a process for wood power generation based on fixed bed gasification over the past 15 years decided to install the Rotonivo® RN 6000 versions for its wood power systems. This series of rotary sensors is also pressure-resistant and designed with increased safety. They were initially used in the energy technology company’s twin-fire gasification reactor. The aim of the development was the decentralized generation of electricity and heat on a scale that can be used all year round. In addition, high technical availability, the reduction of residual and waste materials as well as operating resources, safe operation for people and the environment and high overall efficiency should be achieved.
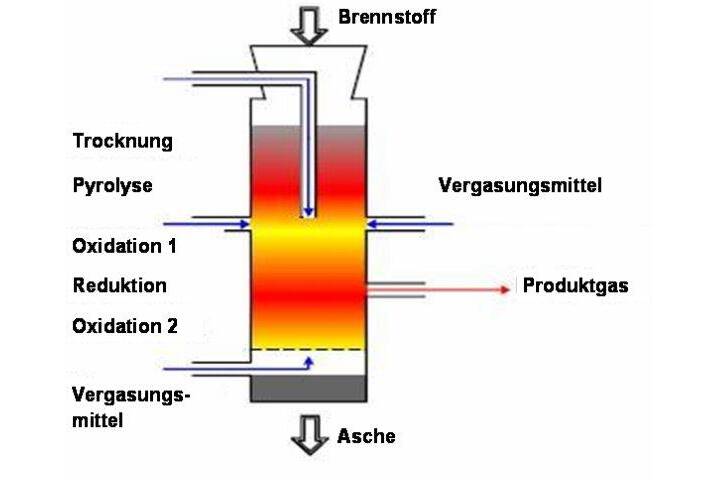
The thermochemical gasification is the central process in the process. The heart of the gasification is a double fire gasification reactor in which wood chips are coked. Different zones are passed through in the reactor. The wood chips are dried in the drying zone from 10-15% absolutely dry to 0% fuel moisture, in the pyrolysis zone the thermally induced, pyrolytic decomposition of the macromolecules (cellulose, hemicellulose and lignin) that make up the wood chips takes place in the absence of air. What remains is solid pyrolysis coke consisting of carbon and ash. In the oxidation zone (up to > 1000°C / 1832°F), the thermal energy required for gasification and pyrolysis is generated through partial combustion of the pyrolysis products. Air is used as the gasifying agent. The main part of the combustible components of the product gas is formed in the reduction zone. Water vapor and carbon dioxide are reduced to hydrogen and carbon monoxide with solid carbon.
Process reliability for full and empty detection in the reactor
The reactor is always filled with wood chips up to the lock. The feed is controlled by the Rotonivo® RN 6000 rotary paddle detector. This full detector is installed in the reactor at an angle from above. If there are no wood chips on the measuring blade, wood chips are fed in time-controlled from the storage container above via a feed screw. When the probe is reached, the screw stops. Temperatures of up to 600°C (1112°F) prevail in the upper area of the reactor.
The high temperature and the condensing hydrocarbon compounds such as tar are the critical factors that can influence the function of the sensor. That is why the paddle switch was equipped with appropriate high-temperature bearings and seals as well as a higher torque so that the tar build-up cannot block the boom.
A maintenance-free cycle was thus achieved in which the detector reliably regulates the supply of wood chips.
There is ash in the lower part of the reactor, charcoal above and wood chips in the upper part. The ash is removed from the reactor via a screw conveyor. The ash discharge is also controlled by a rotary paddle switch of the robust Rotonivo® RN 6000 series, equipped with a high-temperature bearing and seal in the boom. Thus the sensor is optimally protected from caking ash and blocking. In addition, the electronics of the Rotonivo® RN 6000 paddle series were configured in accordance to SIL 2 as part of the functional safety. This means that a failure of electrical components leads to a safe switching state of the output signal and thus avoids any danger from the system.
With this solution, it was possible to develop an economical system, especially for industrial use, which has a high level of availability and generates few by-products. The first plants with a total of 12 reactors have been installed and are successfully in operation. The scope of delivery extends from the gasification plant up to the complete thermochemical gasification system with wood processing, storage, extraction, gasification and power generation in the heating network (CHP systems). The output sizes range from 0.6 to 3.6 MWel.
UWT rotary paddle detectors were used not only in the gasification, but also in the provision of the wood chips and in the gas cleaning (filter).