Einleitung
Getreide ist ein Naturprodukt, daher variiert die Feuchtigkeit im Schüttgut aufgrund mehrerer Faktoren, darunter unterschiedliche Anbaubedingungen, Wetterbedingungen während der Ernte, der Druschvorgang und die Lagerbedingungen nach der Ernte.
Nach der Ernte wird industriell verarbeitetes Getreide oft in einer Mühle gehandhabt, wo es zu Flocken gewalzt oder zu Mehl gemahlen wird.
Der Feuchtigkeitsgehalt ist ein kritischer Faktor in der gesamten Mühle, da er die Leistung der Maschinen, die Plastizität oder Formbarkeit des Materials und die Qualität des Endprodukts beeinflusst. Auch das Erreichen des korrekten Feuchtigkeitsgehalts des Endprodukts ist wichtig, um vorzeitigen Verderb und eine kurze Haltbarkeit zu verhindern.
Durch die Messung und Kontrolle des Wassergehalts des Materials bei jedem Schritt des Mahlprozesses ist es möglich, die Effizienz zu verbessern, den Energieverbrauch zu senken und Kosten zu sparen.
Eine konsistente Feuchtigkeitskontrolle ermöglicht es einem Müller auch, höhere Erträge von besserer Qualität bei weniger Abfall zu erzielen. Die wichtigsten Messstellen im Prozess, die den besten Return on Investment (ROI) liefern, sind im Folgenden aufgeführt.
Wo sollte gemessen werden?
- Rohmaterialannahme: Durch die Messung der Feuchtigkeit im eingehenden Material kann sichergestellt werden, dass feuchtes Material die Lagersilos nicht kontaminiert. Wenn feuchtes Material erkannt wird, wird es entweder an der Quelle zurückgewiesen oder verwaltet, indem es entweder getrocknet oder mit trockenerem Material in einem Silo gelagert wird, sodass die Siloumgebung die Feuchtigkeitsniveaus ausgleichen kann.
- Rohmaterialtrocknung: Wenn feuchtes Material durch einen Einlass fließt, besteht eine Option zur Feuchtigkeitsregulierung darin, das Material vor der Lagerung zu trocknen. Die Steuerung des Trocknungsprozesses ist entscheidend, da ein unzureichendes Trocknen in Lagersilos dazu führt, dass sich auf dem feuchten Material Schimmel bildet, der Hotspots erzeugt, die zu einem potenziell katastrophalen Hitzestau und schließlich zu Explosionen führen können. Daher ist es entscheidend, nur das überschüssige Wasser zu entfernen und das Material nicht zu übertrocknen. Bei Übertrocknung wird Energie verschwendet, was zu zusätzlichen Kosten führt, sowohl finanziell als auch ökologisch. Wenn Getreide zu trocken gelagert wird, kann dies auch andere Gefahren mit sich bringen, wie z. B. überschüssigen Staub, der ebenfalls zu einem brennbaren Gemisch führen kann. Wird dies vor dem Mahlen nicht durch weitere Konditionierung korrigiert, reduziert es auch die Erträge.
- Umschlag: Die Kenntnis des Feuchtigkeitsgehalts während aller Getreidetransfers ist wichtig, entweder als vorbeugende Maßnahme zur Vermeidung von Verderb in Lagersilos, als Qualitätskontrolle oder um nützliche Messungen zur Steuerung der aktuellen oder nächsten Verarbeitungsstufe zu liefern.
- Konditionierung: Bei der Verarbeitung von Getreide ist die Feuchtigkeitskontrolle in mehreren Stufen für die Produktqualität entscheidend. Dies wird durch die Einführung einer Trocknungs- oder Wasserzugabestufe vor dem Prozess erreicht. Es kann auch eine Lagerstabilisierungsphase umfassen, um dem Material zu ermöglichen, die Feuchtigkeit korrekt aufzunehmen, sodass es homogen wird.
- Mahlen: Vor dem Mahlen ist es unerlässlich, den Wassergehalt des Ausgangsmaterials zu kontrollieren, im Allgemeinen durch einen Konditionierungsprozess, wie unten beschrieben. Die Feuchtigkeit im konditionierten Material beeinflusst die Größe, Haltbarkeit und Duktilität des gemahlenen Materials, sodass die Online-Messung es dem Mahlsystem ermöglicht, kontinuierlich nachzuregeln, um den korrekten Feuchtigkeitsgehalt für ein effizientes Mahlen zu erzielen.
- Nach dem Mahlen: Für Verarbeitungsanlagen, in denen gemahlenes Mehl dann weiter zu Produkten verarbeitet wird, ist es ebenfalls kritisch, die Feuchtigkeit während anderer Prozessschritte wie Mischen, Kneten, Extrudieren und Verpacken zu messen.
Feuchtigkeitsmessung
Es gibt mehrere Möglichkeiten, die Feuchtigkeit eines Schüttgutstroms zu messen. Die einfachste und gängigste Methode besteht darin, eine Probe des Materials aus dem Fluss zu entnehmen und dann den Feuchtigkeitsgehalt des Materials in einem Labor zu testen.
Diese Methode nimmt oft viel Zeit in Anspruch, um den Test korrekt durchzuführen, und ist nur für diese kleine Materialprobe zu dem spezifischen Zeitpunkt, an dem sie entnommen wurde, genau.
Die kontinuierliche Online-Messung der Feuchtigkeit ist genauer und ermöglicht es Bedienern und Steuerungssystemen, schnell auf Änderungen im Material zu reagieren, die sich nachteilig auf dessen Mahlwirksamkeit oder Lagerqualität auswirken könnten.
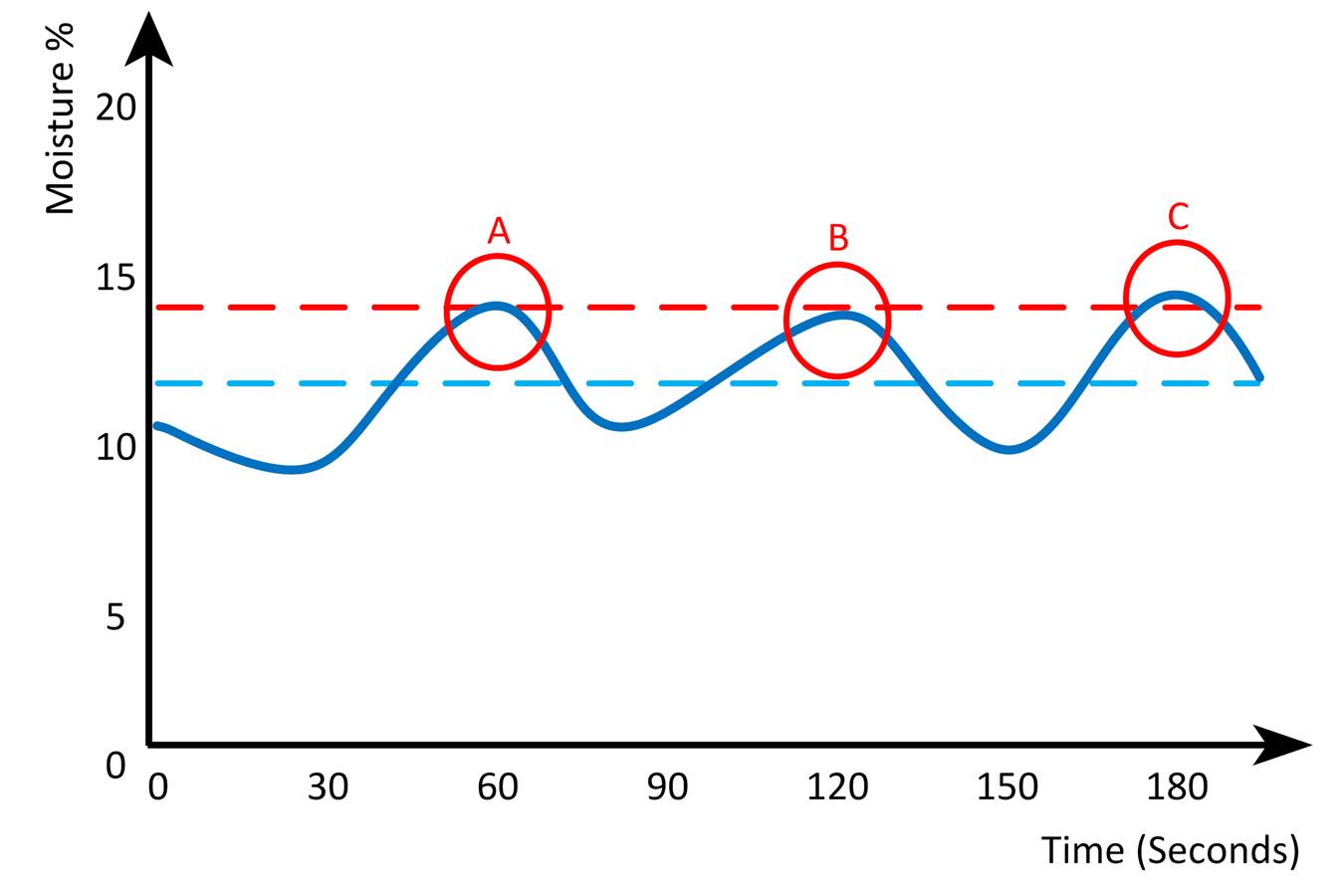
Beispielsweise kann der Feuchtigkeitsgehalt von Rohgetreide aus einem landwirtschaftlichen Betrieb zwischen 19% und 25% variieren. Siehe Grafik: Wenn drei Materialproben an den mit roten Kreisen markierten Punkten entnommen würden, läge der Durchschnitt der drei Proben bei etwa 24%.
Die Online-Messung ermöglicht es, das gesamte Signal zu mitteln und nicht nur einen Durchschnitt spezifischer Punkte, sodass alle Echtzeitdaten für eine weitaus präzisere Messung berücksichtigt werden. In dem Beispiel beträgt der tatsächliche Durchschnitt des Flusses 22%, sodass ein Fehler von 2% im Probendurchschnitt offensichtlich ist. Wie später diskutiert, kann dies einen großen Einfluss auf den Ertrag des Trockners und auch auf den Energieverbrauch haben. Es gibt mehrere Arten von Sensortechnologien, die dies ermöglichen, jede mit ihren eigenen unterschiedlichen Eigenschaften und Vorteilen.
Feuchtigkeitsmessung in Echtzeit
- Nahinfrarot (NIR): NIR-Sensoren haben tendenziell höhere Installationskosten und laufende Wartungskosten, um eine korrekte Leistung zu gewährleisten. Diese Kosten können durch die Möglichkeit ausgeglichen werden, zusätzliche, nützliche Online-Messungen vom Sensor zu erhalten, wie z. B. Protein- und Fettgehalt, was für die Kontrolle der Qualität und Konsistenz der Formulierung von Vorteil sein kann. Da ein NIR-Sensor eine optische Messung durchführt, wird er durch Farbveränderungen des Materials, die durch Staub und Umgebungstemperatur verursacht werden, beeinflusst. Ein NIR-Sensor misst nur die Oberflächenfeuchtigkeit und dringt nicht in den Volumenstrom des Materials ein.
- Resistiv/Kapazitiv: Resistive und kapazitive Sensoren verwenden beide elektromagnetische Wellen bei niedrigen Frequenzen, um die elektrischen Eigenschaften des Materials zu bestimmen. Sie sind oft sehr kostengünstig. Sie können jedoch durch Salze, Dichteänderungen und Temperatur beeinflusst werden, was sie überempfindlich gegenüber jeglichen Veränderungen im Material und weniger präzise als andere Techniken macht.
- Analoge Mikrowelle: Analoge Mikrowellensensoren verwenden analoge Messtechniken, um den Signalverlust zu messen, der durch die Wassermenge im Material verursacht wird. Analoge Mikrowellensensoren sind aufgrund ihrer Messmethode nicht-linear und werden auch durch Temperatur, Salz und Dichteänderungen beeinflusst. Dies macht sie schwierig zu kalibrieren, und bei normalen Umweltschwankungen ist die Wiederholbarkeit der Messergebnisse schlechter als bei anderen Methoden.
- Nuklear: Nuklearsensoren sind teuer. Obwohl sie aufgrund ihrer Durchdringungskraft eine genaue Messung liefern, erfolgt die Messung typischerweise über ein großes Raumvolumen, was für kleinere Kanäle oder Förderbänder ungeeignet ist. Sie benötigen auch regelmäßige, teure Wartung durch speziell qualifiziertes und zertifiziertes Personal.
- Digitale Mikrowelle: Digitale Mikrowellensensoren verwenden eine spezifische lineare Messtechnik und messen die durch Feuchtigkeitsgehaltsänderungen im Material verursachte Signal-Frequenzverschiebung (oft auch den Signalverlust). Sie sind sehr stabil über die Zeit und bei Temperaturänderungen, was sie einfach zu installieren, kalibrieren, warten und verwenden macht. Sie erfordern jedoch einen guten, konsistenten Materialfluss, in dem gemessen werden kann, was jedoch durch die mechanische Konstruktion der Flussmechanismen in der Regel gewährleistet werden kann.
Fallstudie: Prozesskontrolle
Die manuelle Steuerung eines Prozesses birgt viele potenzielle Schwierigkeiten. Die Zuverlässigkeit und Leistung des Bedieners können variieren, und die langsame Rückmeldung begrenzt die Präzision der Steuerung in den besten Systemen auf etwa +/-1%.
Wenn Sensoren in einem Trockner installiert werden, um die Trocknertemperatur zu steuern, kann in vielen Materialien eine optimale Steuergenauigkeit von +/-0,5% des endgültigen absoluten Materialfeuchteziels erreicht werden. Diese Genauigkeit wird eher durch die Genauigkeit der laborbasierten Methode zur Bestimmung des Feuchtigkeitsgehalts, die zur Überprüfung des Sensors verwendet wird, als durch die Sensortechnologie selbst begrenzt.
Es ist möglich, die theoretische Leistungsaufnahme in einem Trockner zu berechnen, um den Unterschied in der Leistung zwischen den beiden Messsystemen zu vergleichen:
- Manuelle Steuerung: Bei einem manuellen System, das auf +/-1% steuern kann, muss ein Trockner mit eingehendem Material bei 20% Feuchtigkeit, das ein Endziel von 13% hat, 12% anpeilen, um sicherzustellen, dass die erforderliche Feuchtigkeitsmenge entfernt wird. Dies ist eine Entfernung von 8% Wasser bezogen auf das Gewicht, und dies erfordert 45,9 kWh Energie pro metrischer Tonne Material im Trockner.
- Automatisierte Steuerung: Wenn eine Prozessfeuchtigkeit dann mithilfe einer Online-Messung gesteuert werden kann und eine Genauigkeit von +/-0,5% verwendet werden kann, kann ein Zielwert von 12,5% verwendet werden. Dies ist dann eine Entfernung von 7,5% Feuchtigkeit, was in einem perfekten System die Energiezufuhr auf 42,6 kW/t reduziert, eine Reduzierung von 7%. Werden die natürlichen Energieverluste in einem Trockner berücksichtigt, können die Einsparungen größer sein. Eine Reduzierung der Energiezufuhr führt auch zu einer entsprechenden Reduzierung der Umweltauswirkungen des Materials, da Energie Emissionen verursacht (auf dem britischen Energiemarkt) von 0,193 kg CO₂e/kWh. Unter Berücksichtigung dessen würde die Verarbeitung einer 16-Tonnen-Charge Getreide mit Online-Feuchtigkeitskontrolle die Umweltauswirkungen um mehr als 10 kg CO₂e (sowie 15,84 GBP an Energiekosten) reduzieren.
Ein weiterer Vorteil einer guten Feuchtigkeitskontrolle besteht darin, dass durch die Möglichkeit, den endgültigen Feuchtigkeitsgehalt präzise anzusteuern, der Ertrag maximiert werden kann. Eine produzierte 16-Tonnen-Charge Produkt mit 16,5% Feuchtigkeit hat 80 kg Mehrgewicht als eine Charge, die mit 16% produziert wird. Während einer Fallstudie berichtete ein Hydronix-Kunde auch, dass sie in einer Reismühle die Feuchtigkeitskontrolle zu ihrem Trockner hinzufügten, was es ihnen ermöglichte, ihren Bruchreis um 2,5% zu reduzieren, wodurch sie zusätzlich 400 kg Produkt pro 16-Tonnen-Charge produzieren konnten.
Fazit
Die Online-Messung ermöglicht eine sofortige Reaktion auf Feuchtigkeitsänderungen und erlaubt die Echtzeitsteuerung eines Prozesses. Die Echtzeit-Feuchtigkeitskontrolle bringt den Produzenten auch höhere Erträge, Energieeinsparungen und eine konsistente Produktqualität.
Durch die Optimierung der Prozesse können auch die Umweltauswirkungen des Endprodukts verringert werden, und das Hinzufügen von Feuchtigkeitssensoren zu bestehenden Systemen ist eine sehr unkomplizierte Möglichkeit, einen hohen Return on Investment zu erzielen.